Поршень двигателя: конструкция, функции, причины износа и способы его предотвращения

В процессе работы поршни испытывают экстремально высокие давления, нагрузки и температуры. Выдержать такие условия им помогают особо прочные конструкционные материалы и специальные антифрикционные покрытия.
Поршень двигателя – один из основных составных элементов цилиндро-поршневой группы. Он воспринимает давление газов, образующихся при сгорании топливно-воздушной смеси, а затем передает его на шатун.
Экстремальные условия эксплуатации поршней – высокие давления, инерционные нагрузки и температуры – требуют использования для их изготовления материалов с особыми параметрами:
- Высокой механической прочностью
- Хорошей теплопроводностью
- Малой плотностью
- Незначительным коэффициентом линейного расширения
- Антифрикционными свойствами
- Коррозионной устойчивостью
Такими свойствами обладают специальные алюминиевые сплавы, отличающиеся легкостью и термостойкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали.
Поршни могут быть литыми или коваными. Первые производятся путем литья под давлением, вторые – методом штамповки из алюминиевого сплава с небольшим добавлением кремния (около 15 %). Это значительно увеличивает их прочность и снижает степень расширения материала в диапазоне рабочих температур.
Устройство поршня
Стандартный поршень автомобильного двигателя состоит из трех основных частей: днища, поршневых колец и направляющей (юбки).

Рассмотрим каждый компонент подробнее.
Днище поршня
Форма днища зависит от типа двигателя, особенностей камеры сгорания и многих других факторов. Поршень может иметь плоское, вогнутое или выпуклое днище.
Детали с плоским днищем наиболее просты в производстве, используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Поршни с вогнутым днищем свойственны для дизельных двигателей. Они обеспечивает более эффективную работу камеры сгорания, однако способствуют большему образованию отложений при сгорании топлива.
Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет самую большую, по сравнению с другими деталями, толщину: 7-9 мм в обычных бензиновых двигателях, 11 мм – в турбомоторах, 10-16 мм – в дизельных двигателях.
Существуют также автомобили, в которых установлены поршни с толщиной днища меньше стандартной – например, в некоторых моделях Honda она составляет всего 5,5-6 мм.
Днища некоторых поршней в целях увеличения прочности, снижения вероятности перегрева и прогорания подвергаются твердому анодированию: на верхний слой алюминия накладывается керамическое покрытие толщиной 8-12 мкм.
Уплотняющая часть
К уплотняющей части поршня относятся поршневые кольца, установленные в специальных канавках. В большинстве современных двигателей используется три кольца – одно маслосъемное и два компрессионных.

Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Сквозь них масло поступает внутрь поршня, а затем отводится в поддон картера двигателя.
Компрессионные кольца предотвращают попадание отработавших газов из камеры сгорания в картер. По форме они могут быть трапециевидными, коническими или бочкообразными. Некоторые виды колец оснащены пружинным расширителем.
Наибольшие нагрузки воспринимает первое (верхнее) компрессионное кольцо, поэтому для увеличения ресурса данной детали ее канавку укрепляют при помощи стальной вставки.
Диаметр уплотняющей части поршня меньше диаметра его направляющей части. Это связано с неодинаковым нагревом этих зон – в районе колец он больше. Минимальный диаметр жарового пояса позволяет избежать задиров и заклинивания колец в канавках.
Качество колец имеет огромное значение для уплотнения поршня. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше ошибок.
Направляющая часть
Направляющая (тронковую) часть поршня называют юбкой. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец.
Нижняя кромка юбки предназначена для расточки и подгонки поршня. На ней имеется специальный буртик, с внутренней стороны которого в процессе механической обработки снимается часть металла.
В местах отверстий под поршневой палец с наружной части юбки вырезаются специальные углубления, вследствие чего стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».

Стенки юбки предназначены для восприятия бокового давления. Естественно, что трение поршня о стенки цилиндра и нагрев обеих деталей при этом увеличивается.
Чтобы обеспечить свободное перемещение поршня в цилиндре, между юбкой и стенками гильзы предусмотрен зазор. Его величина зависит от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. При слишком маленьком зазоре возникает перегрев, грозящий образованием задиров на поверхностях и заклиниванием поршня в цилиндре. Большой зазор также не рекомендован, так как поршень при этом не выполняет своих уплотняющих свойств.
Многие автопроизводители еще на этапе производства поршней наносят на юбки специальные антифрикционные покрытия. Это позволяет защитить их поверхности от преждевременного износа и облегчить приработку.
В последнее время большую популярность не только в промышленности, но и в частном использовании приобрело антифрикционное твердосмазочное покрытие . Оно предназначено не только для поршней, но и для других деталей двигателя: коренных подшипников коленчатого вала, втулок пальцев, распредвалов, дроссельной заслонки.
Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Средство устойчиво к длительному воздействию моторного масла, сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия MODENGY Для деталей ДВС возможна как при комнатной температуре (за 12 часов), так и при нагреве до +200 °С (за 20 минут).
Удобная аэрозольная упаковка с тщательно настроенными параметрами распыления упрощает процесс нанесения состава.
Перед использованием покрытия производитель рекомендует провести предварительную подготовку деталей Специальным очистителем-активатором MODENGY. Это гарантирует отличную адгезию материала и его долговременную работу.
MODENGY Для деталей ДВС и Специальный очиститель-активатор MODENGY доступны в одном наборе. Поэтапное использование этих средств не требует особых навыков и дополнительного оборудования.
Причины износа поршней
При ежедневной эксплуатации транспортного средства двигатель работает стабильно лишь до определенного момента. Поршни, как и любые другие элементы двигателя, подвержены износу и возникновению неисправностей.
О некорректной работе поршневой группы свидетельствуют:
- Повышенный расход моторного масла и топлива
- Выделение из выхлопной трубы синего дыма
- Нестабильная работа двигателя на холостых оборотах (вибрация рычага КПП)
- Снижение мощности двигателя и т.д.
- Нагар на свечах зажигания
При демонтаже ЦПГ могут наблюдаться проблемы, требующие срочного решения и определения причин.

Так, задиры на днище поршня возникают вследствие его перегрева, к которому, в свою очередь, могли привести нарушения процесса сгорания топливно-воздушной смеси, деформация или засорение масляной форсунки, установка поршней неправильного размера и параметров, неисправности в системе охлаждения.
Следы от ударов на днище свидетельствуют о слишком большом выступе детали, неправильной посадке клапана, отложениях масляного нагара, неподходящем уплотнении ГБЦ и др. проблемах.
К появлению трещин на днище приводят недостаточная компрессия в цилиндрах, плохое охлаждение поршня, неисправность впрыскивающей форсунки.
Поршневые кольца могут повреждаться вследствие неправильной установки поршней. В таких случаях кольца подвергаются вибрации и сильному износу в области канавок.
Радиальный износ поршней возникает вследствие избыточного количества топлива в камере сгорания: из-за сбоев в приготовлении смеси, нарушения процесса сгорания, недостаточного давления сжатия, неправильного размера выступов поршней.
Осевой износ происходит в результате загрязнения поршней продуктами износа, образующимися во время приработки двигателя.
Повреждения юбки поршня могут возникать по многим причинам. Например, вследствие ассиметричного пятна контакта, которое вызвано скручиванием и/или деформацией шатуна, большим люфтом шатунного подшипника.
Задиры, расположенные под углом, образуются из-за слишком тесной посадки поршней, ошибок при монтаже шатуна горячим прессованием, недостаточной смазки при первом пуске двигателя.
Поверхности юбки подвергаются усиленному трению из-за переобогащения топливно-воздушной смеси, ее недостаточного сжатия, неисправности пускового устройства холодного двигателя, перебоев в зажигании и т.д.
Основной причиной выхода из строя гильз является кавитация, вызванная недостаточным охлаждением, применением некачественной охлаждающей жидкости, неправильной или неточной посадкой гильз цилиндров, а также использованием неподходящих уплотнительных колец с круглым сечением.
Блестящие места в верхней части цилиндра – не что иное как масляный нагар. Он возникает вследствие неисправности некоторых деталей и проникновения масла вместе с газами во всасывающий тракт.
Возникновение вышеописанных проблем, особенно в комплексе, требует серьезного внимания и безотлагательных действий. Промедление в таких случаях грозит дорогостоящим ремонтом или полной заменой двигателя.
Присоединяйтесь
![]()
![]()
Все материалы сайта https://atf.ru/ принадлежат
ООО «НОВЫЕ РЕШЕНИЯ» ИНН 5751054390
© 2004 – 2024 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
RU2318126C1 — Способ изготовления поршня двигателя внутреннего сгорания — Google Patents
Publication number RU2318126C1 RU2318126C1 RU2006119271/06A RU2006119271A RU2318126C1 RU 2318126 C1 RU2318126 C1 RU 2318126C1 RU 2006119271/06 A RU2006119271/06 A RU 2006119271/06A RU 2006119271 A RU2006119271 A RU 2006119271A RU 2318126 C1 RU2318126 C1 RU 2318126C1 Authority RU Russia Prior art keywords melt mould piston castings mold Prior art date 2006-06-01 Application number RU2006119271/06A Other languages English ( en ) Inventor Юрий Апполинарьевич Караник (RU) Юрий Апполинарьевич Караник Original Assignee Юрий Апполинарьевич Караник Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.) 2006-06-01 Filing date 2006-06-01 Publication date 2008-02-27 2006-06-01 Application filed by Юрий Апполинарьевич Караник filed Critical Юрий Апполинарьевич Караник 2006-06-01 Priority to RU2006119271/06A priority Critical patent/RU2318126C1/ru 2008-02-27 Application granted granted Critical 2008-02-27 Publication of RU2318126C1 publication Critical patent/RU2318126C1/ru
Links
Images


Abstract
Изобретение относится к области двигателестроения и может быть использовано при изготовлении поршней ДВС из сплава на основе железа весом, эквивалентным весу поршня, выполненного из сплава на основе алюминия. Способ изготовления поршня включает приготовление расплава металла, подготовку литейной формы для заливки, заполнение формы расплавом, выдержку расплава металла в форме для затвердевания отливок, удаление готовых отливок из формы, проведение финишных операций, подготовку формы производят путем изготовления многоместного, многозвенного блока разовых моделей поршня с последующим заформовыванием его огнеупорным зернистым материалом, преимущественно холодно-твердеющими смесями, заполнение формы расплавом производят в жидко-твердом состоянии под механическим давлением со скоростью движения расплава в литниковом ходе 1-10 м/с, а выдержку расплава в форме для затвердевания отливок производят под давлением сжатого газа. В начальный момент поступления расплава в форму и до окончания затвердевания отливок в форме создают газовое давление в пределах 4-6 атм. Использование изобретения позволяет снизить затраты на материалы и себестоимость изготовления поршня. 1 з.п. ф-лы, 3 ил.
Description
Изобретение относится к области машиностроения и может быть использовано при изготовлении поршней двигателя внутреннего сгорания из сплава на основе железа.
Известен способ изготовления поршней из алюминиевых сплавов на автоматической линии (Г.А.Бобров «Автоматическая линия для отливки поршней». «Литье в металлические формы, Труды конференции» под ред. д.т.н. Н.Н.Рубцова, «Машгиз», М., 1952 г., стр.42).
Алюминиевые поршни имеют низкую стойкость, имеют ограничения использования по температурным параметрам, имеют высокую стоимость.
Известны поршни, выполненные из сплава на основе железа, весом, эквивалентным весу поршня, выполненного из сплава на основе алюминия. Эти поршни лишены вышеперечисленных недостатков, присущих алюминиевым поршням.
Однако получение поршней из сплавов на основе железа весом, эквивалентным весу поршня из алюминиевого сплава, проблематично, т.к. возникают трудности изготовления тонкостенных отливок. Поэтому стенки литых поршней на основе железа утолщают путем введения припусков, снаружи, с последующим их удалением при механической обработке. Например, боковую стенку поршней увеличивают до 12 мм при размере толщины стенки готового поршня 1,5-3 мм; технология изготовления включает приготовление расплава, заполнение формы расплавом, выдержку расплава в форме для затвердевания отливок, удаление готовых отливок и проведение финишных операций (ВНИ ТОЛ «Литье в металлические формы». Труды конференции, «Машгиз», М., 1952, стр.204). Известный способ литья поршней в кокиль невозможно применить из-за непроливаемости при гравитационной заливке тонких стенок, образования трещин и высоких требований к литью по герметичности. При использовании форм по выплавляемым моделям можно получать отливки с толщиной стенки до 1 мм, однако это дорогой, трудоемкий процесс, и его использование нерационально для литья поршней.
К недостаткам известного способа изготовления тонкостенных поршней и сплавов на основе железа следует отнести низкое качество отливок из-за негерметичности при литье способом гравитационного литья с кристаллизацией под атмосферным давлением. Необходимость введения больших припусков на механическую обработку удорожает литье. Низкий коэффициент использования материала (КИМ) получаемых отливок связан с большим объемом механической обработки и удорожанием изделий.
Целью настоящего изобретения является устранение отмеченных недостатков, а именно:
— улучшение качества поршней за счет повышения герметичности,
— снижение расхода на материалы,
— снижение себестоимости.
Поставленная цель достигается тем, что в способе изготовления поршня двигателя внутреннего сгорания из сплава на основе железа весом, эквивалентным весу поршня, выполненного из сплава на основе алюминия, включающем приготовление расплава, заполнение формы расплавом, выдержку расплава в форме для затвердевания отливок, удаление готовых отливок и проведение финишных операций, подготовку формы производят путем изготовления многоместного многозвенного блока разовых моделей поршня с последующим заформовыванием его огнеупорным зернистым материалом, преимущественно холодно-твердеющими смесями, заполнение формы расплавом производят в жидко-твердом состоянии под механическим давлением со скоростью движения в литниковом ходе 1-10 м/с, а выдержку расплава в форме для затвердевания производят под давлением сжатого газа. При этом используют давление преимущественно в пределах 4-6 атм.
Заполнение формы расплавом в жидко-твердом состоянии обеспечивает:
— удаление газов из перегретого расплава при его охлаждении в интервале температур Тлик-Тсол,
— получение химической однородности металла отливки с мелким первичным зерном,
— повышение скорости заливки (ламинарный режим в жидко-твердом расплаве сохраняется до скоростей порядка 10 м/с) обеспечивает рост производительности.
Затвердевание отливки под газовым давлением предотвращает выделение газов из металла при кристаллизации, устраняет микропористость за счет микропластической деформации. Нижний предел газового давления 4 атм, принят исходя из практических результатов, а верхний предел 6 атм — из условий достаточности и техники безопасности.
В результате проведения этих приемов отливка поршня получается беспористой, химически однородной, с мелким первичным зерном (структура металла аналогична кованому).
Указанные приемы литья позволяют получить герметичные отливки без трещин, а благодаря давлению при литье проливаются толщины стенок в 1 мм и менее.
На фиг.1 изображен поршень из высокопрочного чугуна с шаровидным графитом, на фиг.2 — звено разовых моделей поршней из легкоплавкого сплава, на фиг.3 — рабочая схема получения поршней.
Поршень 1 имеет цапфы 2, канавки 3 под поршневые кольца, стенку 4 в головной части, отверстия 5 и утолщение 6. Звено моделей поршней (фиг.2) состоит из моделей поршней 7, соединенных через питатели 8 с литником 9, снабженным соединительными частями 10.
Нижняя неподвижная плита 11 (фиг.3) связана колонками (на чертеже не показано) с верхней плитой 12, к которой присоединен контейнер 13 через герметизирующее уплотнение 14 с расположенной в нем литейной формой 15.
На подвижной плите 16, связанной силовым гидроприводом (на чертеже не показано), установлена камера выжимания 17, облицованная слоем 18 кварцевого песка, в которую залит расплав металла 19. На камеру выжимания 17 установлен пуансон 20 с облицовкой 21, имеющий литниковый ход 22, перекрытый пенокерамическим фильтром 23. В контейнере выполнена кольцевая канавка 24 для герметизации его при заливке.
Работа предлагаемых поршней не отличается от известных, за исключением устранения износа «юбки» и разбивания поршневых канавок 3 под поршневые кольца, что обеспечивается в несколько раз более высокой прочностью чугуна с шаровидным графитом, в 2 раза более высокой твердостью и рабочей температурой.
Пример осуществления способа
Поршни из высокопрочного чугуна с шаровидным графитом ВЧ60 — 2, имеющим химсостав, %: С 3,2-3,6, Si 2,4-2,6, Mn 0,4-0,7, Р до 0,1, S до 0,02, получают следующим образом.
Звенья моделей 7 поршней из легкоплавкого сплава Sn-Pb-Bi (температура плавления 127°С), по 6 моделей в одном звене, изготавливают на кокильных карусельных автоматах, используемых при литье алюминиевых поршней, с производительностью 6 звеньев в минуту (2160 моделей в час). Модели собирают в блоки по 5 звеньев (30 моделей в блоке).
Готовый блок устанавливают в контейнер 13 и заформовывают холодно-твердеющими смесями. После затвердевания смеси контейнеры продувают горячим воздухом, нагретым до 200°С, и выплавляют модели.
Контейнеры 13 с подготовленными формами 15 в составе поточной линии производительностью 60 заливок в час (1800 отливок в час) подаются для заполнения расплавом.
Выплавленный в индукционной печи модифицированный чугун заливают в камеру выжимания 17 при температуре 1400°С и производят выдержку для отвода теплоты перегрева, в результате которой растворенные газы (больший объем) выходят из расплава. Для ускорения процесса отвода тепла расплав продувают азотом.
При достижении температуры ликвидус происходит выделение твердой фазы и при температуре 1250°С расплав 19 вытесняют в литейную форму 15 пуансоном 20 при перемещении камеры выжимания 17 вверх. Расплав 19 вытесняют через фильтр 22, литниковый ход 23 и литник 9 со скоростью 3 м/с.Одновременно в контейнер 13 через газопровод 25 подают сжатый воздух под давлением 5 атм (первые порции расплава, попадая в канавку 24, герметизируют контейнер).
Т.к. расплав поступает в форму 15 под газовым противодавлением, выделение оставшихся газов из расплава подавляется, устраняется усадочная микропористость, в т.ч. за счет микропластической деформации. За счет наличия в расплаве центров кристаллизации затвердевание отливки происходит объемно. Механическое давление при литье обеспечивает проливание тонких стенок, а кристаллизация под газовым давлением позволяет улучшить качество металла отливки и повысить механические свойства. Полученные отливки имеют σв≥700 МПа, δ≥2,5%, НВ=190-270.
Если отливки выбивают из форм на воздух при охлаждении их до температуры 900°С, то происходит нормализация, а механические свойства поршней возрастают до σв≥750 МПа, δ≥6%. Относительная прочность полученных поршней по сравнению с относительной прочностью поршней из алюминиевых сплавов (с учетом удельного веса металла) выше на 28 -38%. За счет литья в интервале кристаллизации измельчается зерно, улучшается химическая однородность материала, а при кристаллизации металла отливки под давлением 4-6 атм устраняется микропористость и повышается герметичность отливок. Расход на материалы поршня сокращается не менее чем в 2 раза. Уменьшается объем механической обработки.
Полученный, согласно предлагаемому способу, поршень имеет более высокий рабочий ресурс, повышенную надежность.
Использование изобретения позволяет снизить расход материала на поршни за счет уменьшения припусков на мех. обработку, повысить коэффициент использования материала (КИМ), снизить себестоимость поршня.
Claims ( 2 )
1. Способ изготовления поршня двигателя внутреннего сгорания из сплава на основе железа, весом эквивалентным весу поршня, выполненного из сплава на основе алюминия, включающий приготовление расплава, заполнение формы расплавом, выдержку расплава в форме для затвердевания отливок, удаление готовых отливок и проведение финишных операций, отличающийся тем, что подготовку формы производят путем изготовления многоместного многозвенного блока разовых моделей поршня с последующим заформовыванием его огнеупорным зернистым материалом, преимущественно холодно-твердеющими смесями, заполнение формы расплавом производят в жидко-твердом состоянии под механическим давлением со скоростью движения расплава в литниковом ходе 1-10 м/с, а выдержку расплава в форме для затвердевания производят под давлением сжатого газа.
2. Способ по п.1, отличающийся тем, что в начальный момент поступления расплава в форму и до окончания затвердевания отливок в форме создают газовое давление в пределах 4-6 атм.
RU2006119271/06A 2006-06-01 2006-06-01 Способ изготовления поршня двигателя внутреннего сгорания RU2318126C1 ( ru )
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006119271/06A RU2318126C1 ( ru ) | 2006-06-01 | 2006-06-01 | Способ изготовления поршня двигателя внутреннего сгорания |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006119271/06A RU2318126C1 ( ru ) | 2006-06-01 | 2006-06-01 | Способ изготовления поршня двигателя внутреннего сгорания |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2318126C1 true RU2318126C1 ( ru ) | 2008-02-27 |
Family
ID=39279003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2006119271/06A RU2318126C1 ( ru ) | 2006-06-01 | 2006-06-01 | Способ изготовления поршня двигателя внутреннего сгорания |
Country Status (1)
| Country | Link |
|---|---|
| RU ( 1 ) | RU2318126C1 ( ru ) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2532652C2 ( ru ) * | 2009-04-27 | 2014-11-10 | Федерал-Могул Нюрнберг Гмбх | Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания |
- 2006
- 2006-06-01 RU RU2006119271/06A patent/RU2318126C1/ru active
Non-Patent Citations (2)
* Cited by examiner, † Cited by third party
Title ГЕРМАНОВ А.Н. Поршни современных мощных зарубежных тепловодных дизелей. НИИИНФОРМТЯЖМАШ, 1965, с.27-28. ОРЛИН А.С. Двигатели внутреннего сгорания Конструкция и расчет поршневых и комбинированных двигателей, издание второе. — М. : Машиностроение, 1972, с.217-219. * РУБЦОВ Н.Н. Литье в металлические формы. Труды конференции. — М. : осква, Машгиз, 1952, с.42-50. * Cited By (2)
* Cited by examiner, † Cited by third party
Publication number Priority date Publication date Assignee Title RU2532652C2 ( ru ) * 2009-04-27 2014-11-10 Федерал-Могул Нюрнберг Гмбх Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания US8898898B2 ( en ) 2009-04-27 2014-12-02 Federal-Mogul Nurnberg Gmbh Method and device for producing a piston fro an internal combustion engine and piston for internal combustion engine Similar Documents
Publication Publication Date Title US3703922A ( en ) 1972-11-28 Process for the manufacture of nodular cast iron CN102814465B ( zh ) 2015-01-28 一种球墨铸铁铸型及采用该铸型的无冒口铸造方法 US20070199676A1 ( en ) 2007-08-30 Composite mold with fugitive metal backup US7578336B2 ( en ) 2009-08-25 Casting mold and method for casting achieving in-mold modification of a casting metal CN102784902B ( zh ) 2014-09-10 金属型调压铸造设备 US7134478B2 ( en ) 2006-11-14 Method of die casting spheroidal graphite cast iron CN106238688B ( zh ) 2018-07-03 一种活塞类铸件的铸造方法 RU2318126C1 ( ru ) 2008-02-27 Способ изготовления поршня двигателя внутреннего сгорания RU2314895C1 ( ru ) 2008-01-20 Устройство литья выжиманием с кристаллизацией под давлением (лвкд) WO2013172375A1 ( ja ) 2013-11-21 鋳造における冷却方法及びその冷却システム CN107891122A ( zh ) 2018-04-10 一种铝合金精密铸造凝固缺陷控制方法 CN104148584A ( zh ) 2014-11-19 一种金属型铸造方法 US20050126737A1 ( en ) 2005-06-16 Process for casting a semi-solid metal alloy CN109396357B ( zh ) 2020-07-03 一种解决铸件螺栓缩松缺陷的方法 RU2418651C2 ( ru ) 2011-05-20 Устройство для получения отливки поршня RU2335377C1 ( ru ) 2008-10-10 Способ изготовления точных отливок в керамических формах с кристаллизацией под давлением JPH0647149B2 ( ja ) 1994-06-22 鋳型およびその鋳型を用いた減圧鋳造方法 Ohide 1997 Production of iron castings with altered graphite morphology by a modified Inmold process Dotsenko 2015 Influence of heterogeneous crystallization conditions of aluminum alloy on its plastic properties CN105081276A ( zh ) 2015-11-25 低压铸造装置和用于运行低压铸造装置的方法 CN104874745B ( zh ) 2018-06-22 一种发动机主轴承盖的铸造工艺 Vignesh 2017 A review of advanced casting techniques RU51919U1 ( ru ) 2006-03-10 Устройство для получения отливок RU2513672C2 ( ru ) 2014-04-20 Устройство для изготовления моделей поршня RU2323802C1 ( ru ) 2008-05-10 Способ изготовления отливок Из чего делают поршни для двигателя
К материалам для изготовления поршней предъявляются те же требования, что и к материалам цилиндровых втулок и крышек. Головка поршня должна выдерживать высокое давление горячих газов и передавать результирующее усилие на шток поршня. Она должна иметь высокую усталостную прочность, чтобы сопротивляться переменным механическим и термическим напряжениям. В течение каждого рабочего цикла поверхность головки подвергается действию высоких температур продуктов сгорания сразу же после охлаждения продувочным воздухом. Металл головки должен сопротивляться высокотемпературной ползучести, коррозии и эрозии, эффективно отводить тепло в систему охлаждения, но при ограниченном термическом расширении, чтобы сохранять значения рабочих зазоров между втулкой цилиндра и поршневыми кольцами. Выбор материалы и конструкции поршня зависит от быстроходности двигателя, его размеров и применяемого топлива.
Поршни мощных двухтактных дизелей должны иметь повышенную жесткость вследствие большого диаметра цилиндров и применения тяжелых топлив. Головка поршня выполняется с внутренними каналами охлаждения, и при этом должна сохранять прочность на изгиб. Торцевая поверхность днища поршня делается вогнутой, что создает выгодную форму камеры сгорания.
Поршни отливаются из хромолибденовой легированной стали и обрабатываются по всем поверхностям. Канавки для поршневых колец протачиваются по боковой поверхности, а для увеличения износостойкости и коррозионной стойкости они хромируются и шлифуются. Поршень должен иметь небольшую конусность с уменьшением диаметра к головке, для компенсации термического расширения.
Охлаждение поршня необходимо для отвода избыточного тепла от камеры сгорания и снижения термических напряжений. Оно также ограничивает термическое расширение головки для сохранения рабочих зазоров между поршнем и втулкой, а также между поршневыми кольцами и стенками канавок. Охлаждение осуществляется циркуляцией охлаждающей воды и масла. Применение в качестве охлаждающей жидкости пресной воды имеет преимущество по термической эффективности вследствие большей теплоемкости воды и более высокого значения допустимой температуры на выходе (до 70 град.). Для предотвращения коррозии металла полостей охлаждения необходимы добавки ингибиторов коррозии в охлаждающую воду. Необходимо предусмотреть также отвод воздуха из внутренних полостей. Недостатком водяного охлаждения является необходимость в гибких соединениях и сальниках для подвода и отвода воды, которые должны предохранять картерное пространство от попадания в него охлаждающей воды. Это приводит к необходимости иметь отдельную водяную систему для охлаждения поршней.
Термическая эффективность масляного охлаждения поршней ниже, чем водяного, вследствие более низкой теплоемкости масла и пониженного предела допустимых температур (до 56 град.), который определяется возможным коксованием масла на нагретых поверхностях с последующим снижением коэффициента теплопередачи и загрязнением каналов охлаждения, что потребует увеличения расхода масла на охлаждение. Система масляного охлаждения поршней может быть частью общей картерной системы смазки, используя то же масло, общие магистрали и маслоохладители. При этом могут использоваться более простые сальники, так как нет опасности загрязнения картера. Однако эксплуатация системы при повышенных рабочих температурах приводит к более быстрому старению масла и ухудшению его качества.
Периодические осмотры и очистка внутренних полостей должны проводиться как для водяной, так и для масляной систем охлаждения.
Скорость потока охлаждающей жидкости должна быть достаточной, чтобы преодолеть гравитационные эффекты при возвратно-поступательном движении поршня. После остановки двигателя система охлаждения должна продолжать функционировать еще некоторое время, для охлаждения внутренних деталей и снятия термических напряжений.
На рисунке показан разрез водо-охлаждаемого поршня двигателя Sulzer RTA в сборе со штоком и направляющей. Головка поршня литая из легированной стали, имеет полость и высверленные каналы охлаждения.
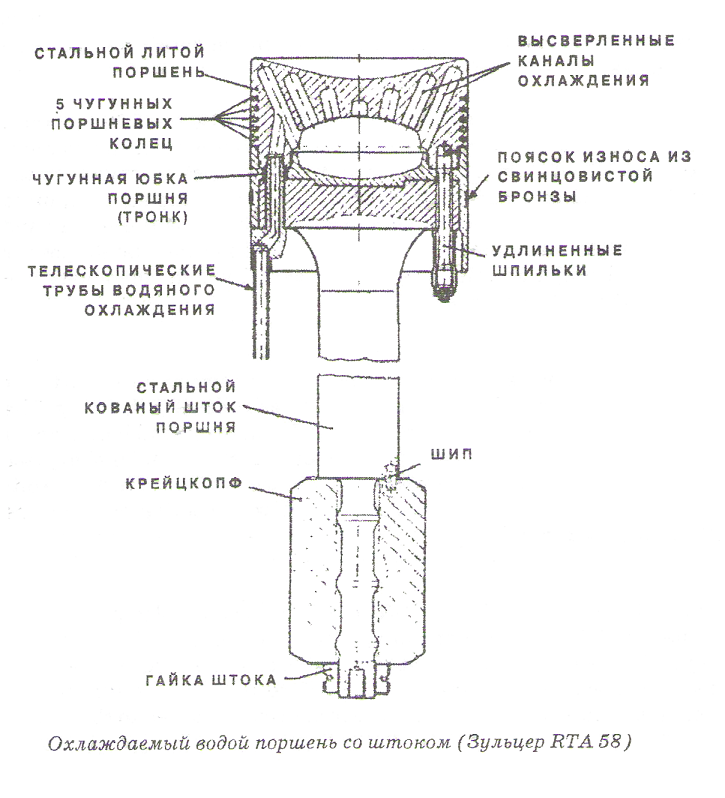
Сверления подходят вплотную к днищу, подводя охлаждающую воду непосредственно к нагреваемой поверхности. Таким образом, тепло отводится прежде, чем оно достигает зоны поршневых колец. Охлаждающая вода подводится и отводится при помощи телескопических труб, которые проходят сквозь диафрагму. Сальниковое уплотнение обеспечивает полную изоляцию этой системы от картерного пространства.
Пять поршневых колец установлены в хромированных канавках. Короткая чугунная направляющая несколько большего диаметра снабжена бронзовым центрирующим антифрикционным пояском. Вся конструкция крепится к фланцу штока удлиненными болтами с увеличенной податливостью для компенсации термического расширения. Двигатели RTA с увеличенным отношением хода поршня к диаметру цилиндра имеют масло-охлаждаемые поршни, которые по конструкции подобны описанному. Отличие заключается в том, что подводящие каналы системы охлаждения выполнены в теле штока.
На рис. ниже показан разрез поршня дизеля MAN-B&W MC с масляным охлаждением. Головка поршня – цельнолитая, из хромомолибденовой стали. Внутренняя полость отливки образует каналы охлаждения, а ребра подкрепляют днище поршня и передают усилие газов непосредственно на фланец штока, к которому головка крепится жесткими болтами. Снизу охлаждающую полость замыкает короткая чугунная направляющая.
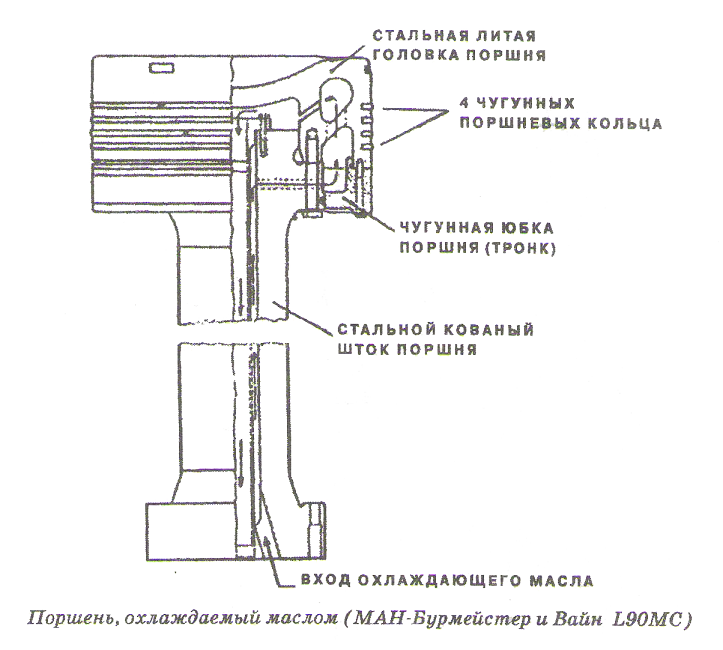
Охлаждающее масло из основной системы смазки двигателя входит в тороидальный канал центрального отверстия штока, омывает головку поршня и выходит через трубу, вставленную в отверстие штока, обратно в крейцкопф.
Количество поршневых колец уменьшено до четырех, установлены они в хромированных канавках. Поверхность штока обработана очень чисто для снижения трения и износа в сальниковом уплотнении диафрагмы.
Сальник состоит из двух частей: верхняя служит для уплотнения продувочной полости и очистки поверхности штока от загрязнений и нагара при его движении вниз. Загрязненное масло должно отводиться в сливную емкость. На некоторых двигателях применяют набивку сальника из тефлоновых колец. Кольца нижней секции обеспечивают съем остатков картерного масла с поверхности штока при его движении вверх. Это масло отводится через дренаж обратно в картер. Между двумя секциями оставляют свободное или вентиляционное пространство, дренаж из которого необходимо регулярно осматривать и прочищать для обеспечения эффективной работы сальника.
Техническое обслуживание сальника заключается в поддержании нормальных зазоров в стыках между сегментами, в осевом и радиальном направлениях; проверке натяжения кольцевых пружин; поддержании в чистоте вентиляционных и дренажных каналов. При выемке поршня со штоком необходимо следить за состоянием сальника, во избежание его серьезных повреждений.
Неправильное или недостаточное техническое обслуживание сальника приводит к загрязнению продувочной полости маслом и продуктами неполного сгорания, потерям продувочного воздуха, загрязнению картерного масла. Вследствие перегрева штока может возникнуть опасность взрыва в картере, заклинивание деталей движения и т.п. В некоторых конструкциях предусмотрено водяное охлаждение диафрагмы.
Конструкционные материалы для поршней ДВС Текст научной статьи по специальности «Технологии материалов»
ПОРШЕНЬ / PISTON / АЛЮМИНИЕВЫЕ СПЛАВЫ / ALUMINUM ALLOYS / КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ / COMPOSITE MATERIALS / МЕХАНИЧЕСКИЕ И ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА / MECHANICAL AND THERMAL PROPERTIES / УГЛЕРОД-УГЛЕРОДНЫЕ КОМПОЗИТЫ / CARBON COMPOSITES
Аннотация научной статьи по технологиям материалов, автор научной работы — Макаров А.Р., Смирнов С.В., Осокин С.В., Пятов И.С., Врублевская Ю.И.
В статье приводится обзор современных конструкционных материалов для производства поршней ДВС, включая композиционные материалы. Проведено сравнение механических и теплофизических свойств этих материалов. Сообщается об опыте производства в России поршней из углерод-углеродного композита .
i Надоели баннеры? Вы всегда можете отключить рекламу.
Похожие темы научных работ по технологиям материалов , автор научной работы — Макаров А.Р., Смирнов С.В., Осокин С.В., Пятов И.С., Врублевская Ю.И.
Углеродные материалы для деталей ГТД и ДВС, проблемы и перспективы
Влияние материала поршня на процесс сгорания топлива в двигателе
Исследование влияния микродугового оксидирования на износостойкость поршня ДВС
Упрочнение верхних поршневых канавок двигателей внутреннего сгорания методом искрового упрочненияТеоретическое исследование возможности снижения теплонапряженности поршней ДВС методом микродугового оксидирования
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры? Вы всегда можете отключить рекламу.Engineering materials for pistons of internal combustion engines
This article provides an overview of modern construction materials for production of pistons for internal combustion engines including composites. A comparison of mechanical and thermal properties of these materials is presented. It is reported on the experience of production of pistons made from carbon composite in Russia.
Текст научной работы на тему «Конструкционные материалы для поршней ДВС»
Конструкционные материалы для поршней ДВС
к.т.н. проф. Макаров А.Р., к.т.н. доц. Смирнов C.B., Осокин C.B.
Университет машиностроения (495) 223-05-23, atd@mami.ru Пятов И.С., Врублевская Ю.И., к.т.н. Финкельберг Л. А.
ООО «РЕАМ- РТИ», ФГУП «ЦИАМ им. П.И. Баранова»
Аннотация. В статье приводится обзор современных конструкционных материалов для производства поршней ДВС, включая композиционные материалы.
Проведено сравнение механических и теплофизических свойств этих материалов.
Сообщается об опыте производства в России поршней из углерод-углеродного
Ключевые слова: поршень, алюминиевые сплавы, композиционные материалы, механические и теплофизические свойства, углерод-углеродные композиты.
Улучшение мощностных, экономических и экологических показателей двигателя внутреннего сгорания (ДВС) в условиях увеличивающегося спроса в автомобильной и авиационной промышленности является одной из самых актуальных задач.
Эта задача решается как за счет совершенствования рабочего процесса двигателя, так и оптимизацией основных узлов и деталей.
Возможность совершенствования рабочего процесса поршневого двигателя путем повышения давлений газа и тепловых нагрузок на детали в немалой степени связана с конструкцией поршня, применяемых при его производстве технологий и материалов.
Именно поэтому при создании двигателя особое внимание уделяется конструкции поршня, от работы которого зависят основные показатели двигателя.
Поршень должен обладать достаточными прочностными характеристиками, обеспечивающими необходимую надежность и долговечность в условиях воздействия высоких динамических, механических и тепловых нагрузок. При этом он должен обладать малой массой, высокой износостойкостью контактных поверхностей, низкими потерями на трение при минимальных монтажных зазорах в цилиндре, оптимальной теплопроводностью и малым коэффициентом теплового расширения.
Особое место отводится отработке конструкции поршня с использованием новейших расчетных методов оптимизации, что позволят выбирать наилучший вариант материала, вида упрочнения и геометрической конфигурации для конкретного типа двигателя, обеспечивающий выполнение норм экологии и высокую топливную экономичность.
Для производства поршней в отечественной и мировой практике используются алюминиевые сплавы, чугуны и стали, в последние два десятилетия за рубежом ведутся разработки поршней из композитов.
Основные размеры поршня определяются на основе свойств материалов, статических данных о соотношении конструктивных элементов поршня, проведения расчетов его напряженно-деформированного состояния, проверенных экспериментальными исследованиями. При этом особое внимание уделяется определению высоты головки и самого поршня, толщины днища и высоте жарового пояса. От этих параметров конструкции поршня зависят его масса, расположение центра тяжести и, следовательно, условии перекладки в цилиндре, шум и вибрации, температура в зоне канавки первого поршневого кольца, являющаяся причиной снижения её твердости и износостойкости и интенсивного коксования масла, приводящее к залеганию кольца в канавке.
Высота жарового пояса определяет также «мертвый» объем камеры сгорания двигателя и выбросы с отработавшими газами несгоревших углеводородов [2].
Для компенсации теплового расширения направляющей части поршня раньше в поршнях бензиновых двигателей широко использовались горизонтальные и вертикальные разрезы на юбке. Однако форсирование двигателей заставило конструкторов для обеспечения тре-
буемой долговечности отказаться от такого решения проблемы. До последнего времени уменьшение теплового расширения направляющей части поршня достигалось применением стальных терморегулирующих вставок, но стремление уменьшить массу поршня привело к снижению выпуска таких поршней. В настоящее время основным способом компенсации и учета значительного расширения направляющей части поршня является оптимизация её геометрической формы — овально-бочкобразного профиля [3]. Особенно остро эта проблема встает при проектировании поршней бензиновых двигателей, работающих в цилиндре с минимальными зазорами в условиях, когда тепловое расширение юбки превышает тепловое расширение цилиндра и монтажный зазор между ними, то есть при возникновении упругих деформаций юбки [4]. Ещё больше эта проблема усугубляется в настоящее время при использовании «жестких» коротких поршней с уменьшенной поверхностью трения. Ошибка в выборе профиля при этом может привести к задирам цилиндро-поршневой группы.
Широкое распространение получили поршни из сплавов алюминия, легированных кремнием, с содержанием последнего 11 — 13 % (эвтектические сплавы) и 17 — 23 % (заэвтек-тические сплавы). Основными достоинствами алюминиевых сплавов перед другими металлами являются: малая плотность материала, высокая теплопроводность и удовлетворительные трибологические характеристики. При этом очевидные недостатки поршней, изготовленных из освоенных промышленностью алюминиевых сплавов, такие как: значительное снижение прочностных характеристик при высоких температурах, высокий коэффициент теплового расширения и низкая износостойкость, преодолеваются за счет конструкционных и технологических мероприятий. К ним относятся:
• разработка специальных сплавов с добавлением компонентов, улучшающих прочностные характеристики при высоких температурах и уменьшающих тепловое расширение;
• использование специальных технологий изготовления заготовок поршней: литьё под давлением, изотермическая и «жидкая» штамповка для эвтектических сплавов и изотермическая штамповка (ковка) для заэвтектических сплавов, в том числе гранулированных.
Необходимо отметить, что возможности традиционных поршневых сплавов уже не удовлетворяют производителей ДВС, сконцентрировавших свои усилия на повышении износостойкости, термической и механической прочности, снижении потерь на трении, снижении массы поршня [2].
Так, для уменьшения износа канавки первого компрессионного кольца используются специальные вставки из чугуна и других материалов, уменьшающих износ в паре трения: поршень — компрессионное кольцо.
Большое внимание уделяется использованию различных покрытий. Направляющую часть поршня покрывают тонким, в несколько мкм, слоем свинца, олова или цинка для предохранения поверхности поршня от задира в условиях ухудшения смазки на отдельных режимах работы. Широко используются покрытия графитом со специальным наполнителем, обеспечивающим прочное сцепление со стенкой направляющей части. Такое покрытие существенно увеличивает износостойкость поршня.
Для упрочнения верхней канавки под компрессионное кольцо всё чаще вместо вставок используют износостойкое покрытие. Обычно такое покрытие делается по огневой поверхности днища поршня, охватывает жаровой пояс и первую канавку по всему периметру. Покрытие имеет толщину 40 — 120 мкм, образуется в результате твердого анодирования, т.е. термохимического преобразования верхнего слоя алюминиевого сплава в твердую керамику (окись алюминия А1203). В бензиновых двигателях с наддувом данное покрытие защищает поршень от разрушения при появлении детонационного сгорания.
Проводимые мероприятия позволили разработать надёжные конструкции поршней из алюминиевых сплавов, обеспечивающие экологические нормы и удовлетворительную экономичность двигателя.
Однако вышеперечисленные недостатки алюминиевых сплавов, несмотря на все проводимые конструктивные мероприятия, ограничивают дальнейшее улучшение основных параметров двигателя.
Концентрация усилий производителей двигателей на повышение термической и механической прочности поршней и за счёт этого достижение снижения их массы, уменьшения поверхностей трения и, следовательно, механических потерь привело к разработке композиционных материалов, в которых матрица — алюминиевый сплав — упрочняется оксидными керамическими волокнами А1203, или А1203+Б02, или нитевидными кристаллами карбида кремния Б1С. Армирование керамическими волокнами улучшает механические характеристики: прочность, предел текучести базового алюминиевого сплава, особенно при повышенных температурах, снижает коэффициент линейного температурного расширения, повышает износостойкость.
Характеристики материалов [5] представлены в таблице 1.
Характеристики материалов поршня
Параметр Композит АК12/22% АЬОз Силумин АК12
Плотность, г/см3 2.711 2.721
Электропроводность, МСм/м 11.5-11.8 18.0-19.0
Теплопроводность. Вт/м К 90.5 150.5
Коэффициент теплового расширения, х 10″б/К 18.51 21.86
Модуль Юнга, ГПа 90-94 73-75
Прочность на разрыв. МПа 330-345 310-320
Твердость, НВ 175-190 120-130
Предел текучести, [Н/м2]х 108 2.89 2.25
Удельная теплоемкость, Дж/кгК 1010 960
Коэффициент Пуассона, [-] 0.22 0.28
Наиболее нагруженной частью поршня является его головка. Требование обеспечения долговечности поршня при совместном действии механических нагрузок от сил давления газов и термических нагрузок, обусловленных высоким уровнем температур, привело к разработке составных поршней, у которых головка выполнена из стали, а юбка поршня — из алюминиевого сплава (поршни дизельных двигателей ELKO, Cummins). Однако лучшим техническим решением этой проблемы является конструкция поршня, армированного в головке керамическими волокнами [5] (рисунки 1, 2, 3).
Рисунок 1. Чертежи вставок
Рисунок 2. Поршни с различными вариантами вставок
Рисунок 3. Конструкция поршня, армированного в головке керамическими волокнами
Исследования [5] показали, что использование составных поршней (за счет уменьшения боковых зазоров алюминиевой юбки) позволяет снизить уровень шума, выброс токсичных веществ, увеличить среднюю температуру рабочего процесса, что позволяет повысить эффективность турбонаддува.
Физико-механические свойства композиционных материалов определяются свойствами алюминиевого сплава и применяемых керамических частиц, размерами и процентным содержанием частиц в композиционном материале. В результате варьирования матричным сплавом, типом упрочнителя, размерами и количеством частиц, вводимых в матричный сплав, возможно изменять свойства композиционного материала в достаточно широких пределах. При этом представляется возможным добиваться получения комплексных свойств композиционного материала, приближенных к необходимым, для поршней ДВС различного исполнения (с искровым зажиганием и дизельных) с различным уровнем форсирования надежности и ресурса. Причем физико-механические свойства композиционных материалов могут быть как изотропными, так и анизотропными за счёт изменения направления ориентации армирующих волокон.
Примером конструкции составного поршня с анизотропными свойствами может служить поршень [6], представленный на рисунке 4.
Рисунок 4. Условное сечение поршня (слева); схема конструкции армирующего элемента (справа): 1 — камера сгорания, 2 — канавка под компрессионное кольцо, 3 -композиционная головка, состоящая из композиционного материала, 4 — юбка поршня
Недостатком данных технических решений в применении к деталям, работающим в условия термоциклического нагружения, является различие в коэффициентах линейного температурного расширения материалов поршня и зон, армированных керамическими волокнами с малой теплопроводностью (Л1203 или AI2O3+SO2). Установлено, что в связи с разницей в коэффициентах линейного температурного расширения материала, армированного керамическими волокнами, и базового алюминиевого сплава в результате термоциклического режима нагружения поршня на границе раздела композиционного материала и базового алюминиевого сплава возникают касательные напряжения, превышающие пределы текучести как базового сплава, так и композиционного материала при рабочих температурах поршня. Это приводит к возникновению трещин на границе раздела материалов и разрушению поршня. В данных исследованиях это имело место при объёмном содержании керамических волокон более 10%. Такое ограничение по количеству вводимого в поршневой сплав упрочнителя накладывает соответствующие ограничения на свойства получаемого композиционного материла.
Перейдем к рассмотрению поршней, выполненных полностью из композитного материала.
Всё более широкое применение в автомобилестроении находят литые композиционные материалы системы Al — Si/SiC [7], отличающиеся повышенной износостойкостью, высоким сопротивлением к зарождению трещин, более низким коэффициентом теплового расширения, улучшением прочностных показателей, теплостойкостью. Сдерживает распространение данных материалов усложнение технологии и соответствующее удорожание производства. Авторами статьи [7] разработана технология с использованием метода композиционного литья in — situ (армирование матричного сплава выделившимися спонтанно в процессе кристаллизации фазами) и для снижения себестоимости используется замешивание в расплав (in —
vitro) недорогих и недефицитных армирующих добавок.
Например, получены литые композиционные материалы на основе сплава АК12 при замешивании в алюминиевый расплав неметаллических частиц с существенным уменьшением температурного коэффициента линейного расширения (у сплава АК25 — 22-10 1/0С, композиционного материала на основе АК25 — 16-10-6 1/0С). Существенно повышается и износостойкость разработанных сплавов. На рисунке 5 представлены результаты исследования.
0.7 0,6 0-S 0.1 о.з +0.! -о.14~ о
I-1 — АЛ25+3-5%Сы- Fe-Si+CuА12;
— А Л 25+3 -5%С u- Fe- S i+Cu- Fc-Mn — S i; | | — AJI25+3-5%CuA!>
Рисунок 5. Зависимость износостойкости исходного алюминиевого сплава и
композитов на его основе от нагрузки в условиях трения со смазкой, скорость
скольжения 2 м/с
Авторы делают вывод, что применение дешевых армирующих элементов взамен дорогостоящих керамических и борных волокон, частиц карбида кремния позволит существенно снизить стоимость композиционных материалов на основе алюминиевых сплавов, сделать их более доступными для массового производства [7].
В 80-е годы начались исследования возможности использования углерод-углеродного материалов для поршней двигателей внутреннего сгорания (ДВС) [8, 9]. Данный класс материалов был разработан в начале 1960-х годов для авиакосмической техники. Уникальные свойства этого класса материалов, к уже перечисленным общим достоинствам всех композитных материалов, дополняются в зависимости от поставленных задач отличными фрикционными или антифрикционными свойствами, что позволяет осуществить подбор композиции и технологии.
Прочность на растяжение углерод-углеродных композитов зависит от состава и структуры матрицы, а также технологии. Но даже у многих графитовых материалов «малая» прочность на растяжение при комнатной температуре компенсируется тем, что в отличие от алюминиевого сплава, прочность которого с возрастанием температуры значительно снижается, прочность у углерод-углеродных материалов возрастает, и при температуре на режиме полной нагрузки предел прочности выше, чем у алюминиевого сплава [9] (рисунок 6).
Специальные углерод-углеродные композиции превосходят алюминиевые сплавы во всем температурном диапазоне [8] (рисунок 7).
Предел прочности, МПа ЮО
ЯО 200 150 Ю0 ю о
Рисунок 6. Предел прочности на разрыв алюминиевого сплава и графита
Рисунок 7. Предел прочности на разрыв
алюминиевого сплава Р332.1 Т5 и углерод-углеродного композита АСС-4
В статье [9] приводятся результаты испытаний с поршнями из углерод-углеродного материала, которые показали хорошие результаты прежде всего по составу отработавших газов: снижение углеводородов (СН) на 20%, окиси углерода (СО) на 30% и оксидов азота (NOx) на 3%, а также снижение масла на угар на 44% и улучшение экономичности на 3%. Результаты показывают перспективность использования данного материала для ДВС.
Максимальные возможности от использования углерод-углеродного материала можно будет достичь только при комплексном проектировании всех деталей цилиндропоршневой группы, колец и гильзы цилиндра. Установка поршня в гильзу, изготовленных из одного материала, позволит обеспечить минимальные монтажные зазоры, уменьшить количество поршневых колец и, возможно, полностью отказаться от их использования, а с учетом отличных антифрикционных качеств данного материала это позволит существенно снизить уровень шума и механические потери.
Оптимизация конструкции поршня и поршневого пальца на основе расчетно-экспериментальных исследований позволит уменьшить массу, что также будет способствовать улучшению показателей двигателя, а повышение общего уровня температур увеличит индикаторные показатели и, следовательно, эффективные показатели двигателя.
Разработка методов влияния на свойства материалов в зависимости от его состава, строение компонентов и технологии изготовления позволит создавать конструкции, максимально учитывающие особенности работы поршня в двигателе. Например, изменение теплопроводности поршня позволит изменять температуры днища поршня. Для двигателей с самовоспламенением гомогенной смеси от сжатия [10, 11] требуется увеличение максимальных температур днища поршня для улучшения смесеобразования, а в бензиновых двигателях для обеспечения бездетонационной работы необходимо ограничивать максимальные температуры.
Производство углеродных поршней освоено в Германии (компания SCHUNK) и в США (компания SGL) для специальных ДВС и ДВС спортивного назначения.
В основе технологий изготовления углеродных поршней лежит прессование углеродного порошкового сырья со специальными ингредиентами и высокотемпературная карбонизация. В основе матричной структуры материала лежит получение мезофазной системы углерод-углеродной композиции.
На настоящий момент препятствием массового применения углеродных композитов в ДВС является высокая стоимость.
Сравнительные данные по физико-механическим показателям углеродных материалов (фирма «SCHUNK») и керамикоподобных композиций разработанных
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
Модель SCHUNK FU 4270 SCHUNK FU 2451 Поршень ООО «РЕАМ-РТИ»
Плотность, г/см3 1,8 1,9 1,0-1,3
Предельная прочность, МПа
— на растяжение — — 40-54
— на сжатие 150 250 250-300
— на изгиб 80-100 100-120 80-118
В нашей стране ведутся работы по созданию новой технологии конструкционных материалов. Так, например, фирма ООО «РЕАМ-РТИ» освоила новый способ получения конструкционного материала с керамикоподобными свойствами. Данный материал представляет собой твердую композицию, который содержит углеродные наполнители, прошедшие специальную термическую обработку. По своей природе он напоминает органическую керамику. Данный материал обладает высокими прочностными характеристиками, твердостью, высо-
кими значениями износостойкости, термостойкостью и может быть пригоден для изготовления поршней для ДВС.
Некоторые сравнительные физико-механические характеристики керамикоподобного материала ООО «РЕАМ-РТИ» с материалами фирмы «БСНЦЫК» (производитель углеродных поршней) приведены в таблице 2.
На рисунке 8 показан образец поршня из углеродного материала Карбул, выполненный по заказу ФГУП «ЦИАМ» для авиационного ДВС (по технологии ООО «РЕАМ-РТИ»), механическая обработка проведена в Московском государственном машиностроительном университете (МАМИу ООО «НИИ «Автотехнология-МАМИ»
Рисунок 8. Поршень из углеродного материала Карбул (технология ООО «РЕАМ-РТИ»)
Дальнейшие работы в этом направлении представляются весьма перспективными, так как производители углеродных поршней по результатам испытаний и эксплуатации бензиновых и дизельных двигателей приводят следующие аргументы в пользу углеродных конструкций [8, 12-15]:
• значительное сокращение выбросов с отработавшими газами: НС> 40%, СО> 50%, КОх> 12%;
• снижение расхода топлива: на 3 — 8%;
• сокращение потребления масла на угар: на 40 — 55%;
• низкая плотность: 1.5 — 2.2 г/см3 (снижение веса поршня на 10 — 20%., уменьшение момента инерции на 30 — 40%);
• низкий коэффициент теплового расширения: 5 — 8-10 1/К, а следовательно, обеспечение минимального зазора в сопряжении юбка поршня — цилиндр при высоких тепловых нагрузках;
• уменьшение прорыва картерных газов;
• увеличение степени сжатия примерно на 10%;
• увеличение механической прочности при повышении температуры: 2 — 5% при 400 °С;
о 90 — 110 МПа: для малофорсированных двигателей: малой мощности двухтактные и четырехтактные двигатели, газонокосилки, бензопилы, мотоциклы, скутеры и др.,
о 110 — 130 МПа: для средненагруженных двигателей: четырехтактные двигатели с искровым зажиганием и дизельные двигателей, легковые автомобили, мотоциклы, лодочные моторы, стационарные двигатели, о 130 — 160 МПа: для высоконагруженных двигателей: четырехтактные двигате-
ли с искровым зажиганием и дизельные двигатели с турбонагнетателем и прямым впрыском топлива;
• постоянная твердость HRB = 90 — 125 во всем диапазоне температур;
• высокое сопротивление изнашиванию на всех активно трущихся поверхностях;
• постоянно обеспечивается сохранение трибосвойств: коэффициент трения при смазке от 0.01 до 0.03, коэффициент трения при ограниченной смазке от 0.04 до 0.07; не подвергается схватыванию, задирам;
• хорошая адгезия смазочного масла на поверхности;
• высокая стабильность размеров;
• возможность изменять теплопроводность в широких пределах от 35 до 120 Вт /м-К;
• обеспечивает идеальные условия для поршней с «изоляционным эффектом», особенно в дизельных двигателях и в двигателях с самовоспламенением гомогенной смеси от сжатия;
• высокая коррозионная стойкость: нет отложений за счет агрессивных или электролитических процессов при остановках двигателя
1. Материалы для карбюраторных двигателей: справочное пособие / A.B. Лакедемонский [и др.]; под ред. A.B. Лакедемонского. — М.: Машиностроение, 1969. — 223 с.
2. Поршень двигателя внутреннего сгорания [Текст]: пат. 2116487 РФ: МПК F02F3/00. / Бураков Ю.В. [и др.]; заявитель и патентообладатель Акционерное общество закрытого типа «ТЕТРА». — № 97105205/06; заявл. 04.04.1997; опубл. 27.07.1998.
3. Профилирование юбок поршней / Б.Я. Гинцбург [и др.]. М.: Машиностроение, 1973. 89 с.
4. Костров A.B. Особенности конструкции поршня бензиновых ДВС / A.B. Костров, А.Р. Макаров, C.B. Смирнов // Автомобильная промышленность. 1987. №4. с. 8-10.
5. Slawinski Z., Jankowska D., Jankowski A., Nykiel J., Sieminska B. Novel alloy for modern IC engine piston application // World Journal of Engineering. — Supplement 2009. — pp. 963-964
6. Поршень двигателя внутреннего сгорания [Текст]: пат. 2015388 РФ: МПК F02F3/26. / Карнаухов Б.Г. [и др.]; заявитель Научно-исследовательский институт автотракторных материалов Научно-производственного объединения «Автопромматериалы»; патентообладатель Хаюров Сергей Сергеевич. — № 4950332/06; заявл. 27.06.1991; опубл. 30.06.1994.
7. Литые композиционные материалы на основе алюминиевого сплава для автомобилестроения / Е.В. Миронова [и др.] // Вестник ХГАДТУ. — 2006. № 33. с.20-22.
8. Gorton M.P. Carbon-carbon piston development [Электронный ресурс] // NASA. — 1994. -Режим доступа: http://hdl.handle.net/2060/19940031440
9. Heuer J.L. Development and testing of carbon pistons [Электронный ресурс] // ACS Fuels. -1991. — 36 (3) — pp.1088 — 1093. — Режим доступа: https://web.anl.gov/PCS/acsfuel/preprint%20archive/Files/Volumes/Vol36-3.pdf
Ю.Камалгдинов, В.Г. Влияние температуры огневой поверхности цилиндра на процесс сгорания и показатели рабочего цикла HCCI — двигателя / В.Г. Камалгдинов, В.А. Марков // Грузовик. — 2010. № 12. с. 38-47.
11. Двигатель, работающий с самовоспламенением гомогенной смеси от сжатия (HCCI — процесс) / A.B. Костюков [и др.] // Автомобильная промышленность. — 2012. № 6. с. 11-12.
12.Bäumel F. Werkstoffgerechte Auslegung und Festigkeitsnachweis für Verbrennungsmotorkolben aus Mesophasenkohlenstoff, 2001.
13.Afify E. M., Roberts W. L. Durability, performance, and emission of diesel engines using carbon fiber piston and liner [Электронный ресурс] // NASA. — 1999. — Режим доступа: http://hdl.handle.net/2060/19990080052
14.Liberatore A.J. Spark-Ignited Heavy Fuel, Part Deux [Электронный ресурс] // EAA Experimenter. — December 2009. — Режим доступа: http://hdl.handle.net/2060/19990080052
15. Schmidt J., Moergenthaler K.D., Brehler K.-P., Arndt J. High-strength graphites for carbon piston applications // Carbon. — 1998. — 36 (7) — pp. 1079-1084.